Corte sob Medida de Espuma EVA: Corte e Vinco vs Fresamento CNC para Inserções
- Damao Tech
- Espuma EVA
- 03 May, 2026
Quando as chapas de espuma EVA por atacado normais precisam de se tornar num produto B2B acabado — tal como uma inserção de embalagem protetora, uma vedação industrial ou uma almofada de montagem com verso autocolante — devem ser cortadas com precisão.
Como a espuma EVA é altamente compressível, selecionar a metodologia de corte correta é a decisão mais crítica no seu processo de fabrico. O método errado leva a bordas rasgadas, imprecisão dimensional e desperdício de material.
Na Damao Tech, fabricamos tanto a matéria-prima quanto as peças acabadas de espuma EVA cortada sob medida. Este guia detalha os principais métodos de corte (Corte e Vinco vs. Fresamento CNC), tolerâncias de fabrico esperadas e dicas cruciais de design para uma solicitação de cotação (RFQ) impecável.
1. Principais Métodos de Corte Comparados
Diferentes métodos de corte atendem a diferentes volumes de produção e complexidades geométricas.
A. Corte e Vinco (Melhor para Alto Volume, Peças Planas)
O corte e vinco (die cutting) utiliza um cortante de aço feito sob medida (essencialmente um “corta-bolachas” resistente) montado numa prensa hidráulica para perfurar formas de chapas de espuma ou rolos contínuos.
- Pontos Fortes: Incrivelmente rápido e altamente económico para produção em massa. Ideal para vedações planas 2D, espaçadores e tapetes tipo puzzle.
- Limitações: Não consegue criar bolsos de múltiplas profundidades (cavidades 3D) numa única passagem. A espuma comprime-se ligeiramente à medida que a lâmina a atravessa, o que pode causar um pequeno efeito de “ampulheta” (bordas côncavas) em espuma muito grossa.
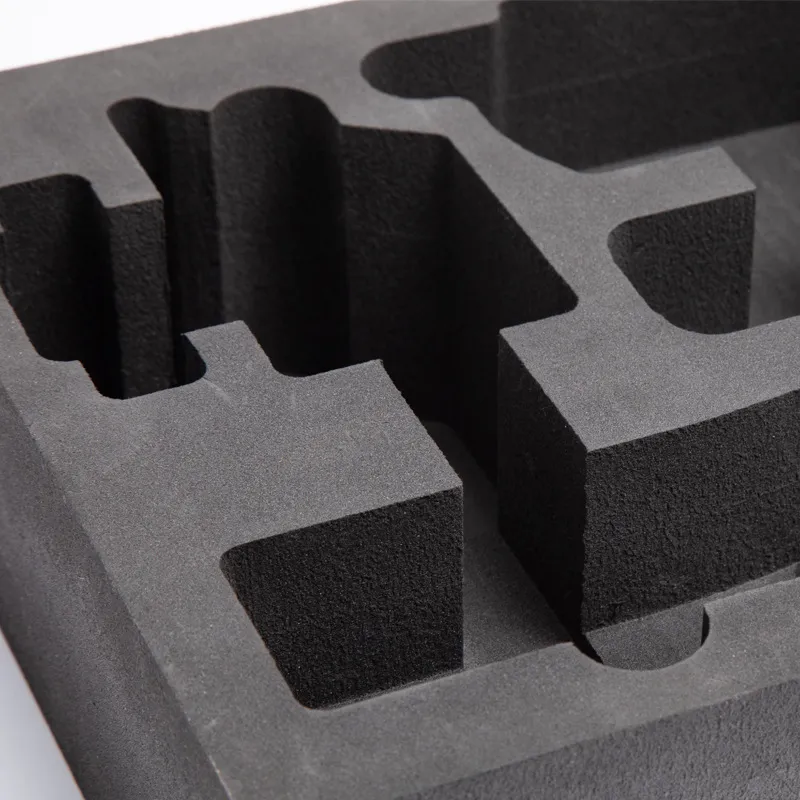
B. Fresamento CNC (Melhor para Inserções de Ferramentas de Múltiplas Profundidades)
As fresadoras CNC (Controlo Numérico Computadorizado) usam uma broca de corte rotativa de alta velocidade, guiada por um programa de computador, para esculpir a espuma.
- Pontos Fortes: Pode fresar bolsos 3D, cavidades de vários níveis e cantos arredondados precisos. Perfeito para inserções de malas Pelican personalizadas, proteção de equipamento fotográfico e bandejas de ferramentas.
- Limitações: Mais lento e mais caro por unidade do que o corte e vinco. Requer espuma de alta densidade (ex: 100+ kg/m³) para evitar que a broca rotativa rasgue as paredes da espuma.
C. Corte a Jato de Água
Utiliza um fluxo de água de ultra-alta pressão para cortar a espuma.
- Pontos Fortes: Excelente para formas 2D complexas em espuma muito grossa sem causar danos térmicos nas bordas ou o efeito de ampulheta.
- Limitações: Exige tempo de secagem se a espuma não for 100% de células fechadas, embora a EVA padrão seja totalmente impermeável.
D. Corte a Laser
Utiliza um feixe de laser concentrado para queimar através do material.
- Pontos Fortes: Ideal para logótipos intrincados e detalhes extremamente finos.
- Limitações: Pode deixar uma borda ligeiramente endurecida, derretida ou descolorada devido ao calor.
2. Tolerâncias de Fabrico: O Que Esperar
Ao contrário da usinagem de alumínio sólido, a espuma EVA é um polímero celular flexível que se comprime durante o corte e se expande/contrai com as mudanças de temperatura.
Se um fornecedor prometer tolerância absolutamente zero em espuma, é porque não compreende o material. Para espuma EVA cortada sob medida B2B, as tolerâncias realistas e alcançáveis são:
- Corte e Vinco: ± 1,0mm a ± 1,5mm, dependendo da espessura da espuma.
- Fresamento CNC: ± 0,5mm a ± 1,0mm.
- Corte a Jato de Água: ± 0,5mm.
Dica de Design: Identifique sempre as dimensões Críticas para a Qualidade (CTQ) no seu desenho CAD. Por exemplo, se um bolso cortado tiver de agarrar perfeitamente um dispositivo médico delicado, marque esse bolso como uma zona de alta tolerância para que o operador do CNC possa reduzir a taxa de avanço para essa área específica.
3. Projetar Inserções de Espuma: 4 Regras de Ouro
O bom design da peça reduz drasticamente o desperdício de fabrico e o custo unitário. Se está a projetar uma inserção de espuma EVA personalizada, siga estas regras:
- Evite Paredes Demasiado Finas: Não projete paredes com menos de 5mm entre dois bolsos. A broca de fresamento rasgará paredes finas a não ser que utilize espuma de densidade ultra-alta.
- Inclua Recortes para Dedos: Se um item (como uma chave inglesa pesada ou um tablet) encaixar perfeitamente num bolso cortado por CNC, adicione recortes semicirculares para o polegar para que o utilizador final possa realmente retirar o item.
- Use Cantos Arredondados: Cantos internos afiados de 90 graus são difíceis de cortar e propensos a rasgar. Projete os cantos com um raio mínimo correspondente à broca de corte.
- Especifique Adesivos Cedo: Se a peça necessitar de verso com Adesivo Sensível à Pressão (PSA) para colar à parede de uma mala, informe o seu fabricante antes do corte, pois a película protetora do adesivo muda a forma como a espuma é processada.
4. Como Enviar uma RFQ para Espuma Cortada sob Medida
Para receber um orçamento preciso e rápido para peças de espuma EVA personalizadas, certifique-se de que a sua RFQ inclui:
- Ficheiros Vetoriais ou CAD: São preferíveis os formatos .DXF, .DWG ou .STEP. (Os PDFs são bons para referência, mas não podem ser inseridos numa máquina CNC).
- Especificações do Material: Alvo de densidade (kg/m³) e dureza Shore.
- Quantidades: Indique a quantidade para o protótipo e o volume de produção em massa anual esperado.
- Camadas / Laminação: Indique se necessita de uma espuma em camadas de duas cores (ex: uma camada superior preta sobre uma base vermelha para identificar rapidamente ferramentas em falta).
Inicie o Seu Projeto de Fabrico Personalizado
Na Damao Tech, operamos instalações de fabrico avançadas equipadas com máquinas de corte e vinco de alta tonelagem, fresadoras CNC de múltiplos eixos e linhas de laminação automatizadas.
Explore as nossas capacidades de fabrico de espuma EVA personalizada ou contacte a nossa equipa de engenharia hoje mesmo para enviar o seu desenho CAD para uma revisão de viabilidade de fabrico.


