Découpe sur mesure de la mousse EVA : Emporte-pièce vs Fraisage CNC pour Inserts
- Damao Tech
- Mousse EVA
- 03 May, 2026
Lorsque les plaques de mousse EVA en gros standard doivent devenir un produit fini B2B — tel qu’un insert d’emballage de protection, un joint industriel ou un tampon d’assemblage à dos adhésif — elles doivent être découpées avec précision.
La mousse EVA étant hautement compressible, le choix de la bonne méthode de découpe est la décision la plus critique de votre processus de fabrication. Une méthode inadaptée entraîne des bords déchirés, des imprécisions dimensionnelles et un gaspillage de matière.
Chez Damao Tech, nous fabriquons à la fois la matière première et les pièces finies en mousse EVA découpées sur mesure. Ce guide détaille les méthodes de découpe principales (Découpe à l’emporte-pièce vs Fraisage CNC), les tolérances de fabrication attendues, et les conseils de conception cruciaux pour une demande de devis (RFQ) parfaite.
1. Comparaison des principales méthodes de découpe
Les différentes méthodes de découpe répondent à des volumes de production et à des complexités géométriques variés.
A. Découpe à l’emporte-pièce (Idéal pour de gros volumes, pièces plates)
La découpe à l’emporte-pièce (Die Cutting) utilise un filet coupant en acier fabriqué sur mesure (une sorte de gros emporte-pièce) monté sur une presse hydraulique pour poinçonner des formes dans des plaques de mousse ou des rouleaux continus.
- Avantages : Incroyablement rapide et très économique pour la production de masse. Idéal pour les joints 2D plats, les entretoises et les tapis de jeu puzzles.
- Limites : Impossible de créer des poches à plusieurs profondeurs (cavités 3D) en un seul passage. La mousse se comprime légèrement lorsque la lame passe au travers, ce qui peut provoquer un léger effet “sablier” (bords concaves) sur la mousse très épaisse.
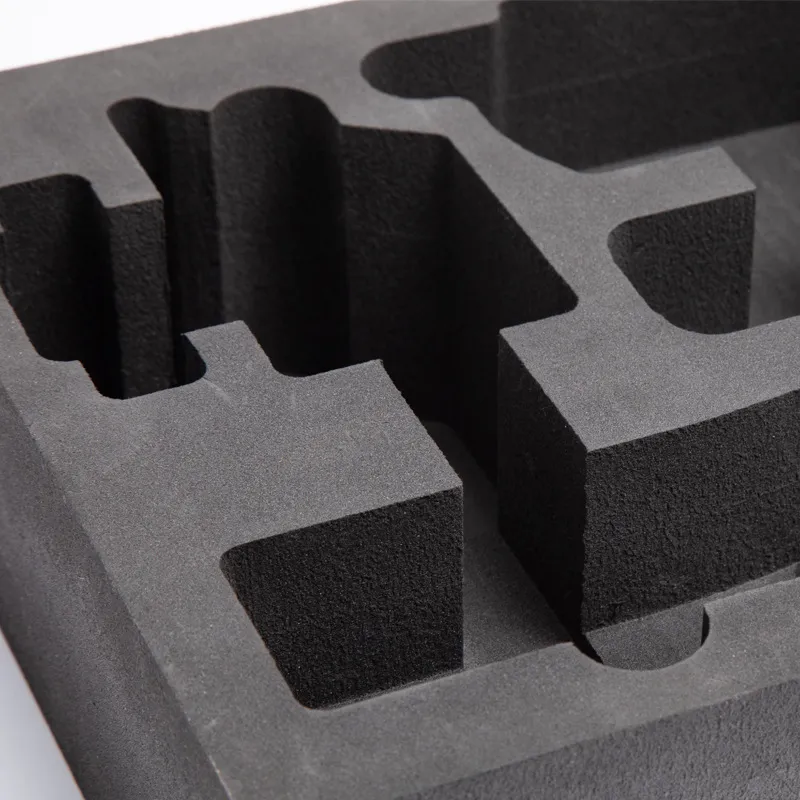
B. Fraisage CNC (Idéal pour les inserts d’outils à multiples profondeurs)
Les routeurs CNC (Computer Numerical Control) utilisent une mèche de coupe tournant à grande vitesse, guidée par un programme informatique, pour sculpter la mousse.
- Avantages : Peut fraiser des poches 3D, des cavités à plusieurs niveaux et des angles arrondis précis. Parfait pour les inserts sur mesure de valises Pelican, la protection du matériel photographique et les plateaux à outils.
- Limites : Plus lent et plus cher par unité que la découpe à l’emporte-pièce. Nécessite une mousse à haute densité (par ex., 100+ kg/m³) pour éviter que la mèche rotative ne déchire les parois de la mousse.
C. Découpe au jet d’eau
Utilise un jet d’eau à ultra-haute pression pour trancher la mousse.
- Avantages : Excellent pour les formes 2D complexes sur des mousses très épaisses sans causer de dommages thermiques sur les bords ni d’effet sablier.
- Limites : Nécessite un temps de séchage si la mousse n’est pas 100 % à cellules fermées, bien que l’EVA standard soit entièrement imperméable.
D. Découpe au Laser
Utilise un faisceau laser concentré pour brûler à travers le matériau.
- Avantages : Idéal pour les logos complexes et les détails extrêmement fins.
- Limites : Peut laisser un bord légèrement durci, fondu ou décoloré en raison de la chaleur.
2. Tolérances de fabrication : À quoi s’attendre
Contrairement à l’usinage d’aluminium massif, la mousse EVA est un polymère cellulaire flexible qui se comprime pendant la découpe et se dilate ou se contracte avec les variations de température.
Si un fournisseur promet une tolérance absolue de zéro sur la mousse, c’est qu’il ne comprend pas le matériau. Pour les pièces en mousse EVA découpées sur mesure en B2B, les tolérances réalistes et atteignables sont :
- Découpe à l’emporte-pièce : ± 1,0 mm à ± 1,5 mm, selon l’épaisseur de la mousse.
- Fraisage CNC : ± 0,5 mm à ± 1,0 mm.
- Découpe au jet d’eau : ± 0,5 mm.
Conseil de conception : Identifiez toujours les dimensions critiques pour la qualité (CTQ) sur votre dessin CAO. Par exemple, si une poche découpée doit parfaitement maintenir un dispositif médical délicat, marquez cette poche comme une zone à haute tolérance afin que l’opérateur CNC puisse ralentir la vitesse d’avance pour cette zone spécifique.
3. Conception d’inserts en mousse : 4 règles d’or
Une bonne conception de la pièce réduit considérablement les rebuts de fabrication et le coût unitaire. Si vous concevez un insert en mousse EVA sur mesure, suivez ces règles :
- Évitez les parois trop fines : Ne concevez pas de parois inférieures à 5 mm entre deux poches. La mèche de fraisage déchirera les parois fines à moins que vous n’utilisiez une mousse à ultra-haute densité.
- Incluez des encoches pour les doigts : Si un article (comme une clé lourde ou une tablette) s’insère parfaitement dans une poche découpée par CNC, ajoutez des découpes semi-circulaires pour les pouces afin que l’utilisateur final puisse réellement retirer l’article.
- Utilisez des angles arrondis : Les angles internes vifs à 90 degrés sont difficiles à couper et sujets à la déchirure. Concevez des coins avec un rayon minimum correspondant à la mèche de coupe.
- Spécifiez les adhésifs à l’avance : Si la pièce nécessite un support adhésif sensible à la pression (PSA) pour coller à la paroi d’un boîtier, informez-en votre fabricant avant la découpe, car le film adhésif modifie la façon dont la mousse est traitée.
4. Comment soumettre une demande de devis (RFQ) pour de la mousse découpée
Pour recevoir un devis rapide et précis pour des pièces en mousse EVA sur mesure, assurez-vous que votre RFQ comprend :
- Fichiers vectoriels ou CAO : Les fichiers .DXF, .DWG ou .STEP sont préférés. (Les PDF sont utiles pour référence, mais ne peuvent pas être intégrés dans une machine CNC).
- Spécifications des matériaux : Densité (kg/m³) cible et dureté Shore.
- Quantités : Indiquez votre quantité de prototypes et le volume de production de masse annuel prévu.
- Superposition / Lamination : Précisez si vous avez besoin d’une mousse stratifiée bicolore (par ex., une couche supérieure noire sur une base rouge pour identifier rapidement les outils manquants).
Démarrez votre projet de fabrication sur mesure
Chez Damao Tech, nous exploitons une installation de fabrication de pointe équipée de presses à emporte-pièce de fort tonnage, de routeurs CNC multiaxes et de lignes de lamination automatisées.
Découvrez nos capacités de fabrication sur mesure de mousse EVA ou contactez notre équipe d’ingénieurs dès aujourd’hui pour soumettre votre dessin CAO pour une révision de fabricabilité.


