Cómo se fabrican las suelas de calzado de EVA: Proceso de fabricación explicado
- John Doe
- Espuma EVA
- 16 Jun, 2026
Saber cómo se fabrican las suelas de calzado de EVA le da a compradores, diseñadores de productos e ingenieros de calzado una ventaja directa a la hora de conseguir materiales, evaluar la calidad de los proveedores y establecer los parámetros de producción. Esta guía cubre cada etapa del proceso de fabricación de suelas de EVA, desde la mezcla del polímero bruto hasta el moldeado, la expansión y el acabado final.
¿Qué es una suela de calzado de EVA?
Una suela de calzado de EVA es un componente estructural o amortiguador fabricado con espuma de Etileno-Acetato de Vinilo (EVA), utilizado como entresuela, suela exterior o suela unitaria en una sola pieza en calzado deportivo, sandalias y zapatos casuales. El EVA es el material de elección para las suelas porque es ligero (densidad desde 0,15 g/cm³), proporciona una excelente absorción de impactos y puede ajustarse con precisión en cuanto a dureza y rebote mediante la mezcla de compuestos.
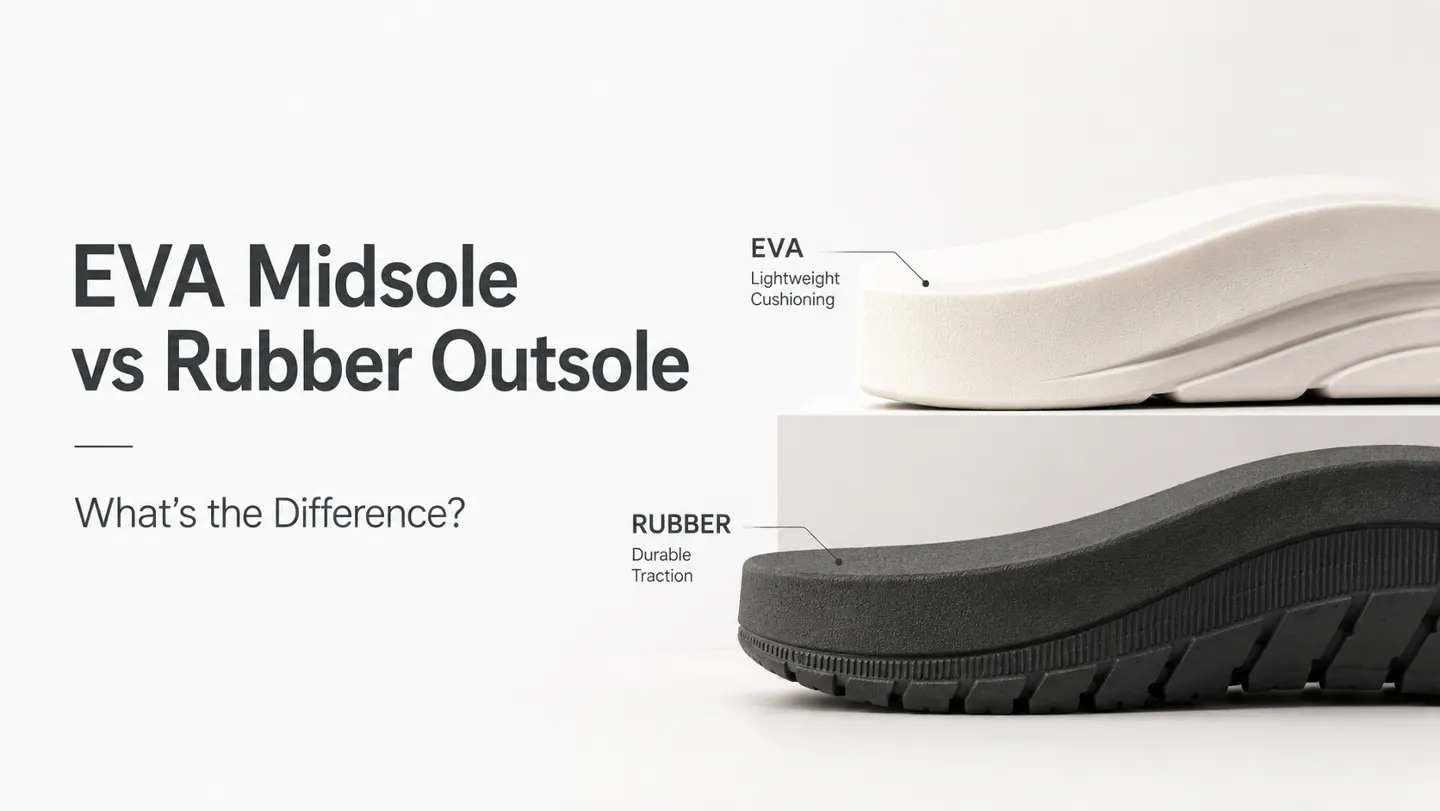
La mayoría de las zapatillas de running de consumo utilizan una entresuela de EVA combinada con una suela exterior de goma. Los zapatos casuales económicos y las sandalias suelen usar una suela de EVA en una sola pieza que cumple tanto la función de amortiguación como la de contacto con el suelo.
Paso 1: Mezcla de Materias Primas (Compounding)
El proceso de fabricación comienza con el compounding, es decir, la mezcla del polímero base de EVA con aditivos de rendimiento.
Un compuesto estándar para suela de calzado de EVA incluye:
| Ingrediente | Función |
|---|---|
| Resina de EVA (14–33% de contenido de VA) | Polímero base — mayor VA = espuma más blanda y elástica |
| Peróxido de Dicumilo (DCP) o Azodicarbonamida (agente espumante AC) | Agente de reticulación y agente espumante que crea la estructura celular |
| Óxido de zinc | Activador que controla la temperatura de espumado y la densidad de reticulación |
| Ácido esteárico | Lubricante y auxiliar de proceso |
| Colorantes / Masterbatch | Logra el color objetivo en la suela terminada |
| Rellenos (carbonato de calcio, sílice) | Reducción de costos y ajuste de dureza |
| Aditivos (antioxidantes, estabilizadores UV) | Prolonga la vida útil del producto |
El técnico de compounding mezcla estos ingredientes en proporciones de peso precisas usando una mezcladora interna (Banbury) o un molino de dos rodillos abierto. La temperatura de mezcla se mantiene generalmente por debajo de los 110 °C para evitar la activación prematura del agente espumante. El resultado es una lámina o pellet de compuesto de EVA sin curar, uniforme y listo para el moldeo.
Paso 2: Moldeo — Moldeo por Inyección vs. Moldeo por Compresión
Una vez mezclado, el material de EVA se moldea en una suela mediante uno de dos métodos principales.
Moldeo por Inyección (Proceso Phylon / E-TPU)
El moldeo por inyección es el proceso dominante para las entresuelas deportivas de alto volumen. Los pellets de EVA mezclados se introducen en una máquina de inyección de tipo husillo, se funden bajo calor (150–175 °C) y se inyectan a alta presión en un molde de acero cerrado y con temperatura controlada.
Durante la inyección, el agente espumante se activa y comienza a expandir el material dentro del molde. Cuando el molde se abre, la preforma sale disparada y se expande rápidamente hasta aproximadamente el 150–200% del volumen de la cavidad del molde — una etapa conocida como “expansión libre”. La pieza resultante se coloca entonces en un molde de recompresión y se comprime de nuevo a las dimensiones finales bajo calor y presión.
Este ciclo de dos pasos de inyección-expansión-recompresión produce la entresuela Phylon, el formato de suela de EVA más común en el calzado de rendimiento. Las suelas Phylon son extremadamente ligeras, muy uniformes en su estructura celular y capaces de geometrías complejas.
Moldeo por Compresión (EVA Directo)
El moldeo por compresión usa compuesto de EVA en lámina o bloque, que se corta o se pesa en preformas y se coloca directamente en una cavidad de molde abierta. El molde se cierra bajo presión hidráulica (normalmente 100–180 kg/cm²) y calor (160–175 °C) durante un tiempo de permanencia de 8 a 20 minutos dependiendo del grosor.
Durante el ciclo de curado, el agente de reticulación y el agente espumante reaccionan simultáneamente: el material se retícula (curado) mientras se expande para llenar el molde. Cuando el molde se abre, la pieza ha expandido hasta sus dimensiones finales sin mayor procesamiento.
El moldeo por compresión se prefiere para:
- Suelas de EVA de una sola pieza más gruesas (suelas de sandalia, plataformas).
- Producciones más pequeñas donde los costos de utillaje deben mantenerse bajos.
- Suelas de doble densidad usando dos compuestos diferentes en el mismo molde.
Paso 3: Expansión Post-Moldeado y Dimensionado
Ambos procesos producen una pieza que es más grande que el tamaño final deseado, ya que la espuma de EVA se contrae aproximadamente un 3–10% al enfriarse tras la expansión. Los fabricantes compensan esta contracción diseñando los moldes sobredimensionados.
Para las suelas Phylon, un molde de recompresión devuelve la preforma expandida a las dimensiones finales exactas. La espuma expandida se coloca en un molde frío, se prensa bajo presión controlada y se termofija en una cámara de vapor u horno. Este paso también mejora la uniformidad de la textura superficial y la consistencia dimensional.
Para las suelas de EVA moldeadas por compresión, la propia geometría del molde establece las dimensiones finales expandidas; el fabricante diseña las dimensiones del molde en función de los factores de contracción conocidos para el compuesto específico.
Paso 4: Recorte y Lijado (Buffing)
Tras el desmoldeo, las suelas de calzado de EVA presentan:
- Rebaba (finas aletas de material sobrante alrededor de la línea de partición)
- Áreas superficiales rugosas o porosas por el gas que escapa durante la expansión
Los operarios eliminan la rebaba con una cuchilla o troqueladora y luego lijan las superficies de la suela con una rueda abrasiva giratoria para lograr un acabado uniforme y liso. El lijado es fundamental para las superficies de la suela exterior o de adhesión, ya que crea una superficie de unión mecánica suficiente para el paso de cementado posterior.
En líneas de alto volumen, las máquinas de lijado automatizadas gestionan el recorte y la preparación de la superficie de forma consistente y con menor costo de mano de obra que las operaciones manuales.
Paso 5: Tratamiento Superficial y Pintura
Muchas suelas de calzado de EVA terminadas reciben tratamientos superficiales adicionales antes del ensamblaje:
- Pintura: El recubrimiento por rodillo o la pintura base agua en spray da a la entresuela un acabado estético, acorde con el diseño. La pintura se aplica en capas finas y se cura en un túnel UV u horno de baja temperatura.
- Impresión: Logotipos, marcas de talla o patrones técnicos se imprimen en la superficie de la suela mediante serigrafía o tampografía.
- Estampado en caliente: Los logotipos en relieve o el branding con lámina metálica se pueden aplicar con moldes calefactados.
Los recubrimientos superficiales también protegen el EVA del rayado y del amarillamiento por UV — un proceso de degradación conocido para el EVA de bajo VA en uso prolongado al aire libre.
Paso 6: Control de Calidad
Antes de que la suela salga de fábrica, debe superar un conjunto definido de pruebas de rendimiento:
| Prueba | Norma | Rango Aceptable Típico |
|---|---|---|
| Dureza | Shore C (ASTM D2240) | ± 3 Shore C de la especificación |
| Densidad | ISO 845 | ± 5% de la densidad objetivo |
| Deformación por compresión | ASTM D395 | < 30% a 23 °C, 22 h |
| Resistencia a la tracción | ISO 1798 | > 1,5 MPa |
| Elongación en rotura | ISO 1798 | > 150% |
| Resistencia a la flexión | DIN 53543 o Ross Flex | Sin grietas tras 50.000 ciclos |
| Pérdida por abrasión | DIN 53516 | < 150 mm³ de pérdida |
Los fallos de dureza o densidad generalmente se deben a proporciones incorrectas del compuesto o a derivas de temperatura en el molde. Los fallos en la deformación por compresión suelen indicar una densidad de reticulación insuficiente — ya sea por una cantidad reducida de DCP o por un tiempo de curado demasiado corto.
Resumen
Las suelas de calzado de EVA se fabrican mediante un proceso de múltiples etapas: mezclando el polímero base con reticulantes y agentes espumantes, moldeando bajo calor y presión (por inyección o compresión), permitiendo la expansión y terminando con el recorte, lijado y recubrimiento superficial. Cada propiedad de rendimiento — desde el peso y la amortiguación hasta la durabilidad — se establece en la etapa de compounding y se fija durante el ciclo de curado.
Damao Tech fabrica materiales de espuma EVA personalizados para aplicaciones de suelas de calzado, incluidas láminas para entresuela, bloques pre-espumados y piezas moldeadas por compresión. Envíe su especificación o muestra para una revisión técnica y una cotización.